GB4220 高品質メタルバンドソーマシン
仕様
| メタルバンドソーイングマシンのパラメーター | GB220 |
| 切削範囲(mm) | 200-200*200 |
| ソーバンド仕様(mm) | 2650*27*0.9 |
| 帯鋸速度(m/min) | 27、45、69 |
| 仕事の激化のモード | 手動/油圧 |
| メインモーター出力(kw) | 1.5 |
| 油圧モーター力(kw) | 0.75 |
| 冷却ポンプ動力:(kw) | 0.04 |
| 外形寸法(mm) | 1400*800*1100 |
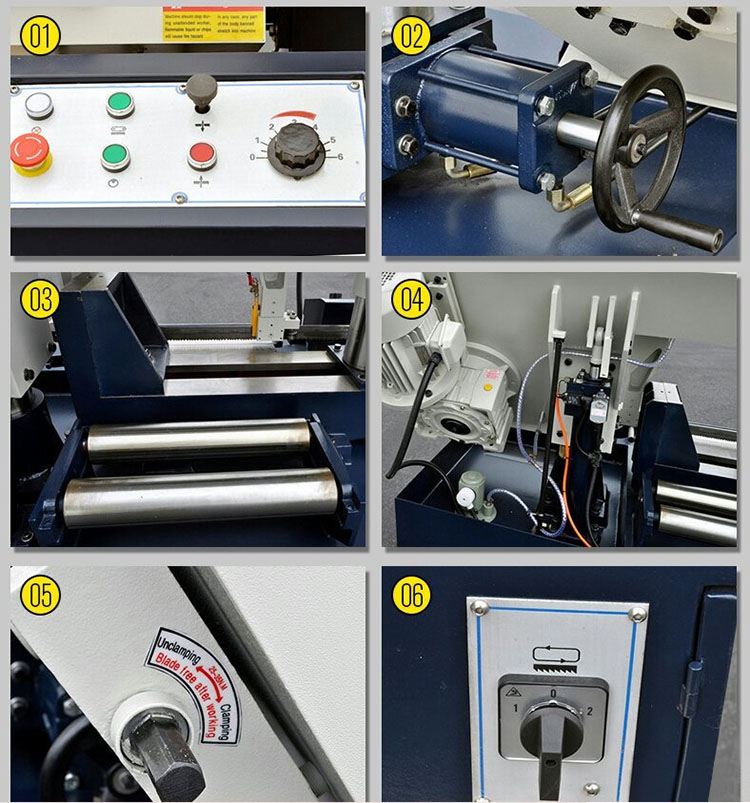
特徴

1.切削速度油圧制御、無段階速度調整;
2.ガイドブロックの構造は科学的かつ合理的であり、鋸刃の耐用年数を延ばすことができます。
3. 二重コラムの構造、安定した操作;
4.安定した鋸引きと高精度;
5.作業クランプは、操作が簡単な油圧クランプを採用しています。
6. 3 方向油圧クランプ装置をカスタマイズできます。
帯鋸盤安全作業規程
1. 帯鋸盤の操作および保守担当者は、帯鋸盤の操作および保守のスキルを習得するために、専門的な訓練を受けている必要があります。オペレータは十分な睡眠を確保し、集中力を維持する必要があります。
2.速度を変更するときは、保護カバーを開く前に停止し、ハンドルを回してベルトを緩め、Vベルトを必要な速度の溝に入れ、ベルトを張り、保護カバーを覆う必要があります。
3. チップ除去ワイヤ ブラシの調整により、ワイヤが帯鋸刃の歯に接触するようにしますが、歯の根元を超えてはなりません。ワイヤーブラシで鉄粉が取れるか注意。
4. 加工するワークのサイズに応じて、アリ溝レールに沿ってガイド アームを調整します。調整後、ガイド装置をロックする必要があります。
5.ソー材Zの大径は規定を超えてはならず、ワークピースはしっかりとクランプされなければなりません。
6. 帯鋸刃の締まり具合、速度と送りが適切であること。
7. 鋳鉄、銅、アルミニウム部品は切削液を必要とせず、その他は油を書く必要があります。
8. 切断中に鋸刃が破損する。鋸刃を交換した後、ワークピースをひっくり返して、再度鋸で切る必要があります。ソーボウは、衝撃を与えずにゆっくりと下げてください。
9. 切断作業中は作業者がポストから離れること、手袋を着用して作業することは固く禁じられています。
10. 各シフトの終わりに、電源を切り、保護カバーを開け、のこぎりに持ち込まれたチップを取り除き、日常のメンテナンスと周囲の清掃を適切に行う必要があります。
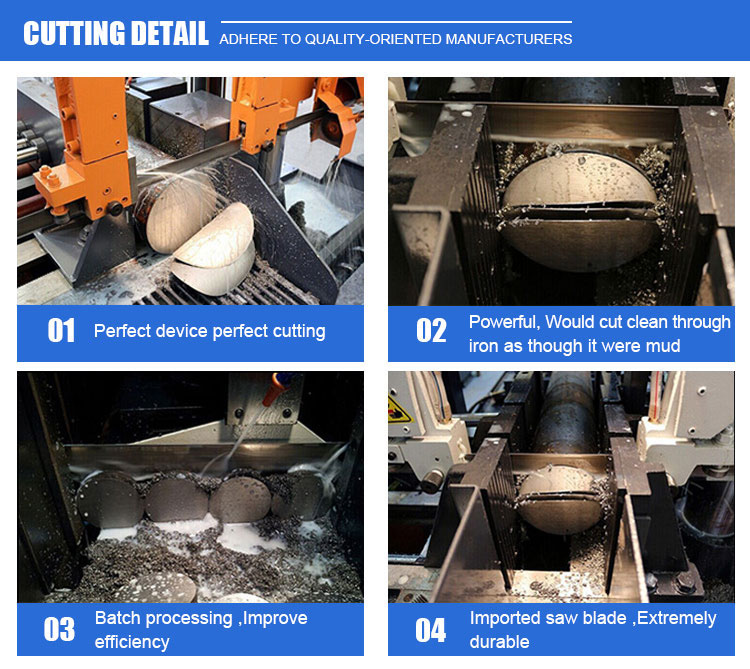
切断の詳細
主に、炭素構造用鋼、低合金鋼、高合金鋼、特殊合金鋼、ステンレス鋼、耐酸鋼など、さまざまな金属材料の切断に使用されます。
1.パーフェクトデバイスパーフェクトカット
2. パワフルで鉄を泥のように切り裂く
3.バッチ処理、効率の向上
4.輸入鋸刃、非常に耐久性